专注于胶粘剂的研发制造
电子工业胶粘剂方案提供商
全国服务热线13925537798
0769-26382628
专注于胶粘剂的研发制造
0769-26382628
技术咨询:13925519446
公司电话:0769-26382628
公司地址:广东省东莞市高埗镇莞潢北路71号厂房
MX-2301是由高分子韧性化合物制备而成共形覆膜涂层材料,满足电子工业的最新绝缘、防护技术要求。涂覆在印刷电路板和各种电路组件上,常温固化或者加温固化后在线路板上形成一层保护膜,为电子元器件提供最佳的环境保护,避免潮气、化学物质(酸碱盐等)、粉尘(特别是金属粉尘)、机械应力、腐蚀气体或腐蚀霉菌或其他污染物等对电路的破坏。
产品特点
1)采用新一代合成工艺和技术,不含苯、甲苯、二甲苯等苯类溶剂,符合欧美环保要求;
2)对电子器件及电路板(PCB/PCBA)腐蚀防护特性达到优良等级,特别能有效防护潮湿、水汽、灰尘、各种化学腐蚀性气体、弱酸弱碱等化学腐蚀物质的侵蚀;
3)耐候性能良好,克服了普通共形覆膜涂层耐候性差的特点,改变了普通共形覆膜涂层在长期的复杂环境腐蚀下出现龟裂、柔韧性不好、发白的缺点;
4)固含量高,漆膜致密丰满,涂层材料浸润性非常好,即使在元器件的引脚处也敷形良好,克服了普通共形覆膜涂层固含量低、漆膜厚度达不到要求的缺点;
5)在长时间复杂环境下附着力强的特点,产品固化后附着力良好,各种化学物质无法侵蚀掉它,保证了在复杂环境下共形覆膜涂层在电路产品上始终保持良好的附着力。
固化状态 | 测试项目 | 单位 | 结果 |
固化前 | 颜色 | --- | 透明淡黄 |
粘度 | mpa.s | 150~300 | |
密度 | g/cm³ | 0.85±0.03 | |
固含量 | % | ≥37±2 | |
固化后 | 附着力 | 级 | 0 |
体积电阻 | Ω.cm | 1.0×1014 | |
介电强度 | kv/mm | ≥18 | |
介电常数(10KHz) | --- | 3.5 | |
硬度 | Shore A | ≥60 | |
弯曲柔韧性 | ° | ≥180 | |
吸水性 | % | ≥1.0 | |
耐盐雾 | h | ≥168 |
备注:产品粘度、固含量可以根据客户要求进行调整.
40微米干膜厚度的数据需至少在室温(25℃)4天后测得,7天后检测为最佳;
50微米干膜厚度的数据需至少在室温(25℃)7天后测得,10天后检测为最佳。
涂覆在印刷电路板和各种电路组件上,常温固化或者加温固化后在线路板上形成一层保护膜,为电子元器件提供最佳的环境保护,避免潮气、化学物质(酸碱盐等)、粉尘(特别是金属粉尘)、机械应力、腐蚀气体或腐蚀霉菌或其他污染物等对电路的破坏。典型用于汽车电子、工业自动控制系统、通讯系统、LED照明系统、家电及电气控制、仪器仪表等电子系统的绝缘防护。
涂覆说明
涂覆前准备
线路板清洗(建议):
为了确保共形覆膜涂层在恶劣环境下保持长久稳定的防护性能,涂覆前,建议保持线路板需要涂覆的区域无水分、无化学残留物、无油污物、无杂质等,因为在复杂环境下这些水分、残留物等可能会随着环境的变化而产生变化,这样有可能对电气性能造成影响,涂覆前可选择对线路板上的残留物、杂物进行清洗,确保线路板涂覆表层区域干净。
线路板预固化(建议):
1)在固化前请选择合适的固化场所和环境,保持排气通风;
2)建议清洗线路板杂物后80℃烤板1分钟,确保线路板无水 分和清洗剂,对固化和成膜效果更佳;
3)可选择室温固化或者加温固化,漆膜固化时间和温度有很多的关系,如加温固化,建议温度控制在50℃-90℃之间,烤完出箱后建议室温摆放冷却2分钟后检板为宜;
4)漆膜厚度和固化时间有一定的关系,漆膜越厚固化时间越长,请确保线路板涂覆的各部分保持充分固化;
5)MX-2301共形覆膜涂层材料含有荧光剂,有便于检验线路板涂覆的覆盖情况。a.检测在线路板上是否涂覆到位;b.检验是否涂覆过多,是否超出涂覆的位置,作为编辑喷涂程序和是否擦洗的重要依据。
涂覆工艺
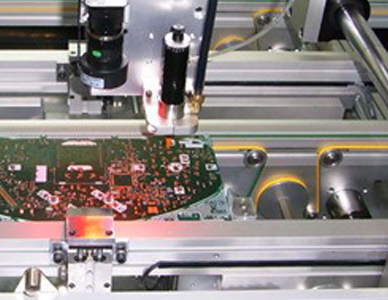
MX-2301共形覆膜涂层材料自动化喷涂工艺
自动化涂覆机喷涂
1.选择合适的喷涂场所,排气通风,员工佩戴手套和口罩等防护措施,按本品MSDS报告的注意事项进行;
2.开启包装桶时查看包装桶口子处是否进入空气产生结膜,如有清除干净,平时保持包装桶用前用后桶的密封性,存储处低于25℃为宜;
3.涂覆中需要对料缸吸管口加过滤网过滤,以免有任何杂质进入吸管,添加共形覆膜涂层材料时不宜裸露空中太久,建议共形覆膜涂层材料在空气中裸露时间不宜超过5分钟;
4.客户可按需要调节好供料气压、雾化气压、喷涂高低(喷枪与线路板的最短距离),通过相互调节来控制喷漆的雾化效果;
5.喷涂时客户可根据需要漆膜的厚度来控制喷枪的流量,漆膜加厚时可调大喷枪出漆量,但流量不能过大,流量过大会增加共形覆膜涂层材料在线路板上的流动性,MX-2301标准喷涂粘度(喷涂粘度涂4杯在16±1秒),调节喷阀流量可以使MX-2301在线路板上的干膜厚度控制在30微米-100微米之间,超过100微米共形覆膜涂层材料的流动性就会过大;如果需要达到超过100微米干膜涂层时可通过我司增加共形覆膜涂层材料的粘度来达到;
6.在喷涂时建议每喷涂5-10块板后回浸泡槽浸泡和吐液一次,浸泡溶剂为我司专用稀释剂,但不可用稀释剂洗手;未喷涂时请保持喷阀浸泡在浸泡槽里,不宜保持喷枪在空气裸露太久,建议裸露时间不宜超过8分钟;
7.在涂覆实际操作中请定期对机器与三防漆接触的部分进行保养,建议20-30天清洗一次喷涂吸管,保持管道无残留,30天更换一次过滤网;
8.如需得到更厚的涂层,可选择二次涂覆或更换粘度更高的共形覆膜涂层材料,建议漆膜厚度在35-50微米为宜,并非越厚越好,防护性能主要由共形覆膜涂层材料本身的成分材质决定的而不是依靠漆膜厚度实现的。
手工刷涂工艺
刷涂是最为常见的一直涂覆方式,无需自动化喷涂设备、夹具等投资,操作方式简单、方便、灵活。
刷涂方式的要点:
★选择合适的刷涂场所,刷涂场所应排气通风,员工尽量佩戴合格的口罩和手套;
★根据线路板的大小和复杂程度选择尺寸合适的毛刷,刷涂时线路板应尽量平放,刷涂后不应有滴落,涂刷后线路板应平整摆放并晾干,不可垂直或斜着摆放,以免流动;
★刷涂后可加温固化或者室温固化,加温固化出烤箱后适当冷却2分钟为宜,如室温固化想加快固化速度,可以使用风扇等微风促进固化,但风力不可太大,微风为宜;
★在操作过程中需要对包装桶保持用前用后密封,以免进入空气产生结皮或固化,在使用过程中共形覆膜涂层材料在空气中如果时间过长会慢慢变稠,在没使用时,请保持共形覆膜涂层材料不要裸露空中太久,如果使用过程中共形覆膜涂层材料慢慢变稠,可添加我公司专用稀释剂调节至合适粘度。
贮存及运输
1. 将产品存放在未开封的容器中,置于干燥的地方。存储信息可能会在产品容器标签上注明。最佳储存:8℃至23℃。低于8℃或高于23℃的储存会对产品特性产生不利影响。保质期(8~23℃)6个月(因包装方式和储存条件不同而有差异)。
2.从容器中取出的材料在使用过程中可能会受到污染。不要将产品退回到原来的容器中。
3. 此类产品属于非危险品,可按一般化学品运输。小心在运输过程中泄漏!
安全注意事项及预防措施
★严禁烟火,远离热源、火花、明火,避免太阳直晒,严禁携带打火机等一切火种进入现场,操作人员需经过专门的消防和化学品安全培训;
★操作人员佩戴安全手套、防护眼镜、口罩进入操作, 避免眼睛、皮肤接触,严禁食入;
★储存保持阴凉、干燥通风,操作现场保持排气通风,保持包装桶使用前和使用后密封良好;
★务必做到轻拿轻放、严禁摔、碰、撞、倾倒、滚动,做到安全储存、安全传送、安全使用。
我们用心服务每一位客户
Whole-hearted service every customer

13+年行业经验

6000㎡厂房面积

8000+服务客户

280+款胶粘产品

热线电话:0769-26382628
技术支持:13925519446
企业邮箱:sales@maxadhesive.com
867347128@qq.com
公司地址:广东省东莞市高埗镇莞潢北路71号厂房