专注于胶粘剂的研发制造
一、双组分环氧树脂胶黏剂常见问题
1、粘接性问题
用户在使用环氧胶进行灌封或者粘接的时候,反应会有出现胶与灌封件外壳脱离或者不能良好粘接等问题,这就要求用户对环氧树脂的粘接性能有所了解。通常在应用中,环氧树脂对各种金属材料(铝、钢、铁、铜)、非金属材料(木材、玻璃、混凝土)、热固性材料(酚醛树脂、氨基树脂、不饱和聚酯)等都有良好的粘接性,但环氧树脂对聚烯烃(PVC、PP等)、有机氟、有机硅等不能粘接。另外,双组份胶未混合均匀或固化不完全也会影响粘接性。
2、粘度问题
环氧树脂粘度受温度的影响较大,温度高时粘度低,温度低时粘度高,所以同一种环氧胶在夏季和冬季时可能表现出不同的粘度和流动性,这是环氧胶本身的固有属性。
3、难固化或不固化问题
以下是应用双组份环氧产品时,会较为常见的问题:
1)出现沉降或分层
通常,双组份环氧系列产品A组分在储存或运输过程中,会发生基体树脂和填料分层的现象,也就是用户时常反应的A组分表面有透明的液体的现象,这是正常的。当用户使用双组份产品时,如发生了以上现象一定要在使用前将A组分在原包装桶中先搅拌均匀,再按重量比进行配比,否则将导致配方的配比变化,从而出现难固或不固现象。(注意:B组分含有填料的,在使用前也要参照办理)
2)配比不正确
这包括两方面的情况。一是用户将重量比和体积比混淆,二是用户没有严格的称量而是凭感觉或目测。我们通常建议用户按重量比进行称量配。
3)搅拌不均匀现象
这在人工搅拌时,出现问题的情况较多,用户在搅拌时,时间太短,或在不规则的容器中进行混合,或搅拌时未将容器的底部或壁上的胶刮均匀,都会导致固化出现问题,例如,时常有用户反应,用同一批配的胶灌封的几个产品,会出现有的正常固化,有的处于半固或不固的状态,甚至在同一灌封件上同时出现固化和不固化的情况。这是典型的混合不均匀引起的。建议大家可以亲自操作下,感受下什么是搅匀的状态。
4)固化条件不够
用户如诺不按厂商推荐的固化工艺进行固化,或需加温固化的没有加温;低于推荐固化温度固化的,固化时间会出现延长或不固化的现象。用户经常反应的同一型号胶在冬季和夏季固化速度不一致或冬季时固化慢,夏季时固化快即为固化温度不同产生的问题。如研泰MX-62系列产品我们推荐是在80℃*2H,或室温(25℃)24-48H,但如果只有10度的情况下可能固化时间会大于48小时,低于10℃时,可能会不固化。
5)固化剂变质
双组份固化剂大多会受空气或水分的影响而变质,因此建议用户在使用我们的双组份产品后,用完B组分后,应立即将剩下的B组分密封保存,如已混入较多的水分产生表面自化和结晶时,应停止使用。
6)固化剂结晶
某些产品的固化剂在存放过程中会出现结晶或结块现象。建议用户在使用前,先将已结晶的固化剂进行烘烤至液体状后,再使用。

4、外观不好或颜色变化问题
1)颜色变化问题
▶有些环氧树脂胶黏剂在固化前和固化后会出现颜色变化,随着贮存时间的延长颜色也会发生变化,要注意遮光密闭保存;有些B组分,随着储存时间的延长,其表面外观会发生少量浮油以及颜色加深现象,这是由于固化剂渗出的而引起,无法改变现状,当用户存放过久,在使用前,必须对组分重新搅拌均匀,使色泽统一。而这些变化对胶的内部性能一般不产生影响。
▶某些胶在固化后会出现表面颜色差异的现象,局部正常,局部异常的现象;或整体颜色异常,这通常是由于固化过程中受热不均或放热过大引起的,也可能是受阳光或紫外线照射引起的。如TH-89系列的产品固化后,表面会有局部发黄的情况,主要是受固化过程中受热不均或固化温度过高发热过大引起的。而MX-62系列等透明的胶,则可能为固化放热或温度过高,还有受阳光或紫外光照射的影响,而导致表面略微发黄的现象。建议用户严格控制温度,避免受热不均或光照,
2) 气泡问题
双组份胶在混合搅拌过程中会引入较多的气泡。如果灌封前或灌封后,没有进行抽空脱泡或脱泡不完全,均会导致胶表面或内部有气泡存在,从而影响产品的外观或电气性能。建议用户使用双组份产品时,能脱泡的尽是进行脱泡处理
3) 表面有浮花或发花现象
此现象与AB组分混合时的搅拌均匀程度有很大关系。建议充分的混合搅拌。
5、灌封胶固化后的开裂问题
1)胶直接与外壳脱离
这种情况主要是胶对外壳的粘接性差或胶自身冷却时收缩过大引起的。建议选用与外壳粘接性合适的胶和膨胀系数接近的胶,
2)胶在冷热冲击过程中开裂
主要是胶和灌封部件的膨胀系数差异较大或胶韧性不够引起的,也可能是胶没有完全固化造成的。建议选用合适的或严格按照固化工艺进行操作。
6、电气性能不合格的问题
胶在未完全固化或内部含有气泡的情况下,其电气性能会受到严重的影响。未完全固化时,体积电阻率会下降,介电强度和击穿电压会下降内部含有气泡时,介电强度和击穿电压会下降。建议控制操作和固化工艺
7、渗透性的问题
胶的粘度大小对渗透性影响很大。通过适当的加温可以降低粘度,从而提高灌封的渗透性。但同时注意加温会使操作期变短。
二、单组分环氧胶常见问题
1、未根据要求冷藏或冷冻保存或运输,造成粘度变化或硬化。
2、保存时间延长导致粘度、流动性发生变化,这在单组分环氧胶中属于正常现象,如对用户操作工艺不产生影响的话可继续使用,。
3、低于推荐温度固化导致时间延长、固化后性能偏低甚至不固化。
4、同化温度的变化可能导致回化物表面光泽的差异。
5、机器打胶时出现堵针头现象,这种情况与胶中粉料的颗粒度有关,可建议用户更换成稍大口径的针头或增加清洗针头的频率以防止针头堵塞。
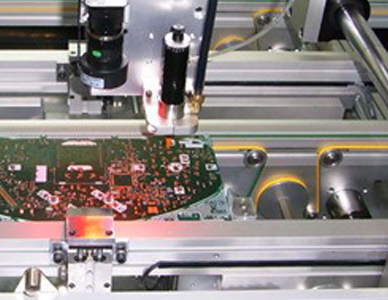
三、机器点胶常见问题
1、拉丝、拖尾——导致污染
产生原因:
▶胶体粘度太高
▶从冰箱中取出后未恢复至室温胶嘴内径太小
▶胶嘴离PCB物体间距太大
▶点胶压力太高
▶点胶量太大等
2、胶嘴堵塞——胶水出量太少后不出胶
产生原因:
▶胶中混入杂质
▶不相容的胶水混合
▶针孔未清洗干净
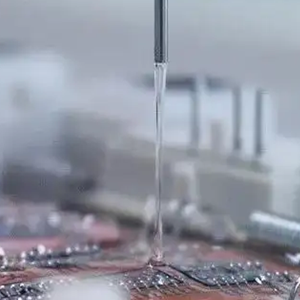
3、空打——只有点胶动作,不出胶
产生原因:
▶注射针筒中的胶未进行脱泡处理,胶中混有气泡
4、元器件移位
产生原因:
▶胶初粘力低,导致固化前传输过程中元件移位
▶点胶机点胶不均匀
▶PCB点胶后放置时间过长
5、固化后掉片
产生原因:
▶胶水粘接强度太低
▶固化不完全
▶元件尺寸太大吸热量太大
▶元件/PCB表面污染

综上所述,环氧树脂胶黏剂在应用过程中会遇到多种问题,但通过合理的解决方案和严格的工艺控制,可以最大限度地发挥其优异的性能,满足各种应用需求。更多关于环氧胶黏剂的知识请持续关注研泰化学官网,或咨询在线人员为您解答-